






产品分类 更多>>



英标H型钢材料:
如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。根据工序组合程度分类冲压模具设计单工序模在压力机的一次行程中,只完成一道冲压工序的模具。复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。级进模(也称连续模)在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。根据材料的变形特点分类模具典型结构:图1.1.2是一副带导柱导套的单工序冲裁模。
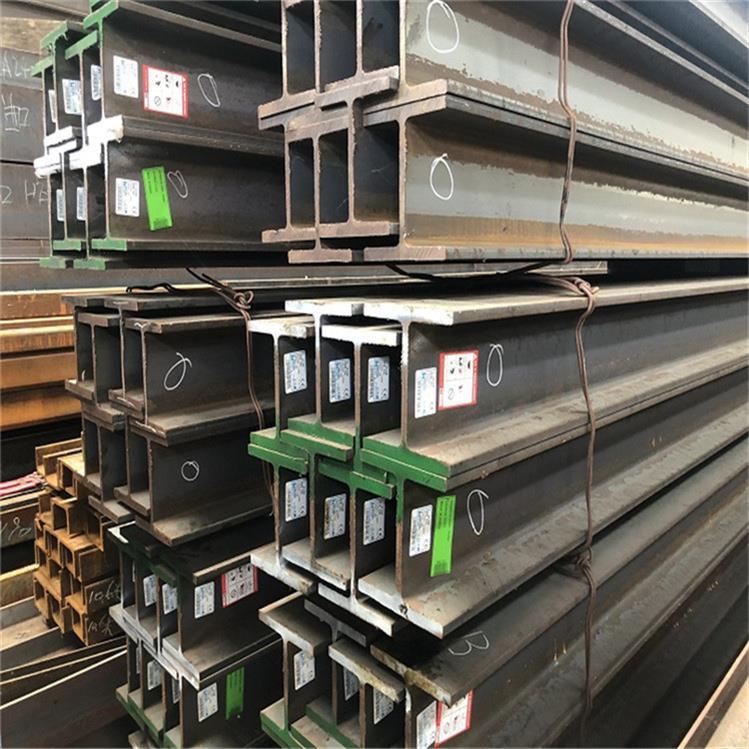
一、UB406*178*60英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢低合金钢焊接结构的零部件通常需要经过加工成形-焊接-焊后热处理等工序,这就要求钢材具有良好的工艺性能。工艺性能包括金属的焊接性,切削性能,冷、热加工性能,热处理性能,可锻性,组织均匀稳定性及大截面的淬透性等。在考虑材料成本的同时还应考虑材料加工、焊接难易程度不同对制造费用的影响。
二、UB406*178*60英标H型钢热扎工艺手段:热轧道次加工率的确定原则:建筑型钢采用镀锌钢板经辊压冷弯成型,其截面成V型、U型、梯形或类似这几种形状的波形。

四、UB标H型钢规格型号表:

钢铁冶金:控制最终冷却目标按钢种的敏感性,铸机提供两个出口对铸坯实行最终冷却目标控制:一是步进梁冷床,另一个是横向转移辊床,用以缓慢冷却。根据钢的化学成分,人机界面会从自动化2号平台自动收到选择菜单,以决定铸坯的出口。在缓冷方式下,须非常小心地保证铸坯出口温度在700℃以上,热坯从缓冷出口成功地转移至绝热保温箱,放置到温度降到所需温度为止。缓冷的目的是减少铸坯内部的热应力,减少裂纹,改善铸坯的表面与内在质量。
如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。根据工序组合程度分类冲压模具设计单工序模在压力机的一次行程中,只完成一道冲压工序的模具。复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。级进模(也称连续模)在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。根据材料的变形特点分类模具典型结构:图1.1.2是一副带导柱导套的单工序冲裁模。
一、UB406*178*60英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢低合金钢焊接结构的零部件通常需要经过加工成形-焊接-焊后热处理等工序,这就要求钢材具有良好的工艺性能。工艺性能包括金属的焊接性,切削性能,冷、热加工性能,热处理性能,可锻性,组织均匀稳定性及大截面的淬透性等。在考虑材料成本的同时还应考虑材料加工、焊接难易程度不同对制造费用的影响。
二、UB406*178*60英标H型钢热扎工艺手段:热轧道次加工率的确定原则:建筑型钢采用镀锌钢板经辊压冷弯成型,其截面成V型、U型、梯形或类似这几种形状的波形。
四、UB标H型钢规格型号表:
钢铁冶金:控制最终冷却目标按钢种的敏感性,铸机提供两个出口对铸坯实行最终冷却目标控制:一是步进梁冷床,另一个是横向转移辊床,用以缓慢冷却。根据钢的化学成分,人机界面会从自动化2号平台自动收到选择菜单,以决定铸坯的出口。在缓冷方式下,须非常小心地保证铸坯出口温度在700℃以上,热坯从缓冷出口成功地转移至绝热保温箱,放置到温度降到所需温度为止。缓冷的目的是减少铸坯内部的热应力,减少裂纹,改善铸坯的表面与内在质量。





















